Wyszukiwarka

Opis
Frequency Response Functions (FRF) obtained for Sandvik CoroBore® 825 XL mounted at WHN 13-15 TOS VARNSDORF CNC machine at the minimum extension of the spindle adaptor. Tool set to bore a hole with a diameter 733mm
The tool was excited with modal hammer consecutively in the direction of accelerometer A18, A21, A22, A29. Responses were measured using 15 accelerometers mounted as on Fig. 1. 40 hammer impacts for each direction were performed. FRF was calculated using H3 estimator from NI LabView Sound & Vibration toolkit. Obvious disruptions in data (“peaks” resulting from the CNC control systems and drive, electromagnetic interference etc.) were removed.
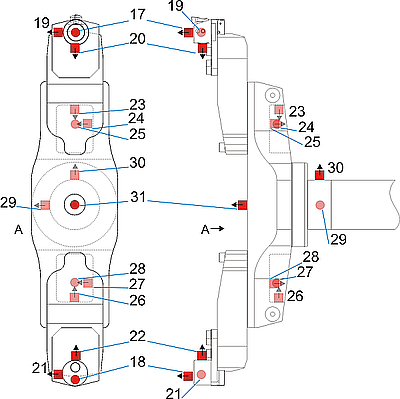
Figure 1. Scheme of the Sandvik CoroBore 825 XL boring tool with marked 1-axis accelerometers positions. Black arrows indicate the positive direction of measured accelerations. Accelerometers marked with a lighter color are covered by the object.
Measurement equipment:
Modal hammer - PCB 086C03 – +-2224N
Accelerometers - DJB A/120/V – +-75g
Modal hammer connected to NI PXI 6221 DAQ card (16-bit ADC) via external IEPE conditioner.
Accelerometers connected to NI PXI 4496 IEPE DAQ card (24-bit ADC).
Sampling frequency 10 kHz
Files:
A18_FRF.txt
A21_FRF.txt
A22_FRF.txt
A29_FRF.txt
File format: Plain text, UTF-8 encoding, data in columns
Columns in each file:
1 – frequency
2…16 – FRF magnitude [(m/s^2)/N] – accelerometers from A18 to A31
17…32 – FRF phase [deg] – accelerometers from A18 to A31
33…46 – FRF coherence – accelerometers from A18 to A31
Acknowledgement:
Measurement data collected as a part of the tasks financed by the Polish National Centre for Research and Development, project TANGO1/266350/NCBR/2015, on “Application of chosen mechatronic solutions to surveillance of the large-size workpieces cutting process on multi axial machining centers”.
Experimental investigations on the WHN 13-15 TOS VARNSDORF table milling and boring CNC machine were performed thanks to cooperation with the PHS HYDROTOR Inc. in Tuchola, Poland
Plik z danymi badawczymi
hexmd5(md5(part1)+md5(part2)+...)-{parts_count} gdzie pojedyncza część pliku jest wielkości 512 MBPrzykładowy skrypt do wyliczenia:
https://github.com/antespi/s3md5
Informacje szczegółowe o pliku
- Licencja:
-
 otwiera się w nowej karcie
CC BY-NC-SAUżycie niekomercyjne - Na tych samych warunkach
otwiera się w nowej karcie
CC BY-NC-SAUżycie niekomercyjne - Na tych samych warunkach - Embargo na plik:
- 2021-10-01
Informacje szczegółowe
- Rok publikacji:
- 2021
- Data zatwierdzenia:
- 2021-05-19
- Język danych badawczych:
- angielski
- DOI:
- Identyfikator DOI 10.34808/nhsy-hy21 otwiera się w nowej karcie
- Finansowanie:
- Weryfikacja:
- Politechnika Gdańska
Słowa kluczowe
Cytuj jako
Autorzy
wyświetlono 283 razy